CASE STUDY
- Steel Industry
- Cement Industry
- Power Plant Industry
- Rubber Industry
- Battery Industry
- Hazardous Dust
- Petrochemical Industry

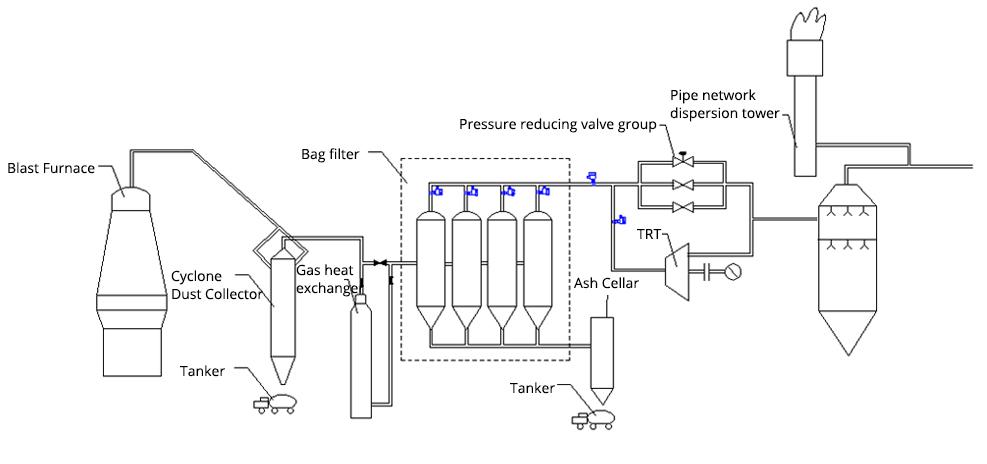
Working Environment of Sensors in Blast Furnace Gas
The average temperature of blast coal gas is about 120-150℃, with occasional highs up to 250-300℃, in the dry dust removal system. The working pressure is 0.2MPa, with the minimum of 0.15Mpa and the maximum of 0.25MPa. There is certain humidity to the coal gas, usually 40g/Nm3, and it is usually non-condensing, but condensation can occur in extreme conditions. The unremoved dust in the gas may cause scaling and corrosion on dust sensor. In addition, the spatial electromagnetic wave caused by the motor, generator-set, transformer and grounding circuit such as pipeline, platform and cable may interfere with the measurement results.
Technology Advantages
Tang'An Industry has created a series of particle monitors by applying micro-charge particle induction technology and its research results of mixed-phase hydrodynamics and electric field induction principle in its decades of industry engineering experience. The equipment extensively adopts advanced digital signal processing technology which provides multiple self-checking and calibration functions. As its core technology, the micro-charge particle sensing digital processing algorithm is the first of its kind to apply both DC and AC signals which provides supremely accurate, stable and repeatable measurement and detection.
The unique digital signal filter design can effectively remove various electromagnetic interference; therefore, it keeps the instrument performance stable under severe working conditions. From dust emission to pneumatic conveying, ATB6000 Series products cover extensive particle dual-phase flow detection ranges from high precision to large coverage. Its continuous automatic zero baseline tracking and deviation elimination function enables its circuit to achieve zero deviation and zero drift without regular manual zero checks. Its functions of automatic continuous probe contamination & fault monitoring and range span detection according to the standards of American Society for Tests and Materials (ASTM).
There are a number of advantages to the micro-charge induction dust measurement technology of Tang'An Industry comparing it to other dust monitoring technologies:
A. Higher sensitivity (precision 0.005 mg / m3);
B. Wider detection range (from 0.01 mg/m3 to 1000 g/m3);
C. Shorter response time (less than 0.5 second);
D. Higher stability and reliability in severe industrial conditions;
E. Lower installation, operation and maintenance costs.
Based on the DC signal and combining the AC signal analysis, the technology has higher sensitivity compared to other technologies, and a better linear relationship with flow quantity and concentration in a wider flow range.
It has the following extra advantages in addition to the above:
A. higher signal-to-noise ratio, quicker response time, and more accurate capture of cleaning-bag pulse signal;
B. less interference from negative working conditions such as temperature, humidity and airflow turbulence;
C. strong resistance to electromagnetic interference, suitable for TRT power plant;
 Mobile website
Mobile website WeChat Subscription
WeChat Subscription